MINTERROR NEWS.COMTM
Bringing the latest mint error news to the collector. Also featuring Die Trials, Patterns, Test Pieces, Numismatic Rarities, Currency Errors and Discoveries from the U.S. Mint.

|
|
|
Features

Denver vs Philadelphia
Collectors have the impression that errors/varieties of US coins are more commonly found from the Philadelphia Mint than from the Denver Mint.
They are correct!
A FREQUENCY SURVEY of errors/varieties listings from 2011 TO 2026 reveals that:
PHILADELPHIA MINT coins exhibit:
85% OF FEEDER MECHANISM DIE DAMAGE [1]
95% OF LISTED DIE CLASHES [2]
96.4% OF DOUBLED DIES IN WEXLER'S LISTINGS [3]
92.4% OF THE LISTINGS IN CUDS ON COINS [4]
Such a skewed distribution of occurrences suggests a major difference in coinage operations between the Denver and Philadelphia Mints. The primary suggestion made by collectors is that the difference is in the execution of quality control.
QUALITY CONTROL
Differences in quality control between the Denver and Philadelphia Mints have been identified:
- Both mints test the raw materials used for coinage against a set of specifications, and an audit [5] of each mint has identified a different set of incomplete procedures being used by each mint. These differences are not sufficient to influence such a skewed distribution.
- Philadelphia uses Riddlers at more stages in the minting process than does the Denver Mint. A Riddler makes sure the coins are properly sized by passing them through a series of screens. Any coins that fall through the holes of the screens are too small and are recycled. [6] These differences are not sufficient to influence such a skewed distribution.
- While there are other quality control systems in place along the entire production lines of both mints, they are not oriented towards the prevention of most of the kinds of errors/varieties reviewed in the Frequency Survey. The systems are oriented towards preventing MAJOR errors such as Mules (a coin struck from two dies that were not originally intended to be used together), [7] and MAJOR Rotated Dies, Piece Out Engraving, and Cracks. [8]
MINOR DEFECTS ARE ACCEPTABLE
That the Mint does not attempt to prevent coins with minor "defects" (small cracks, chips, Doubled Dies, Clashes, die scrapes, etc.) from entering circulation is seen in the following references:
- Circulating coins are not intended to be free from defects, but the coins must be within dimensional tolerances and observed defects must be limited in size. [9]
- From die life tests run by the mint, we know that dies are not retired simply because there is a small piece out [10] of the die, or even more than one, and that coins exhibiting such are considered acceptable for circulating. [11]
- The Mint states, in response to a coin sent to them for examination, that: "Subtle imperfections on circulating quality coins, such as the {doubled die} image found on the 2004 Peace Medal nickel that was examined (See Photos by Ken Potter below), are inherent in the coin making process. Such slight imperfections do not affect the coin's use in commercial transactions." [12]

THERE IS NO EVIDENCE THAT QUALITY CONTROL ISSUES ARE INVOLVED IN THE skewed distribution of occurrences in the error/variety listings.
THE CULPRIT: CROWN HEIGHTS
Since 1836, the shape of a coin die face has been a critical element in the mintage of coins. The mint was having difficulty striking coins because the dies were flat and kept cracking and forming cuds. They quickly learned that the die face needed to be of a convex shape to extend die life and reduce striking pressure.
TERMINOLOGY
CROWN
"Crown" is the dimension that characterizes the curved face/surface of a die before the artwork is overlaid. [13] The shape of the crown is a convex spherical cap measured and defined by its radius. On the left in the following image is a coinage die that has been canceled by grinding down the face of the die. Prior to grinding, the curved surface of the face of the die is only barely perceptible. The diagram on the right is from a document retrieved from the mint archives (1936) by Roger Burdette. The diagram illustrates the curved die face.
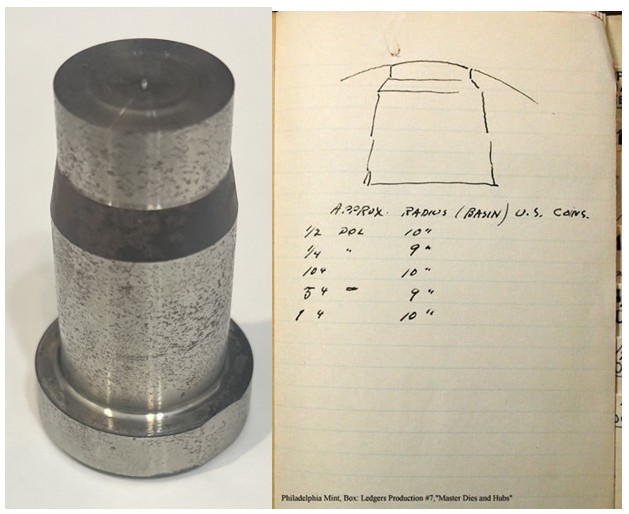
In 1909, 25" was the radius for cent dies. [14] To visualize how slight this curvature is, imagine a cent placed on this red ball. The curve of the face of the cent and the ball surface beneath the cent will be the same. The ball surface represents the curvature of the die face. [15]

RADIUS
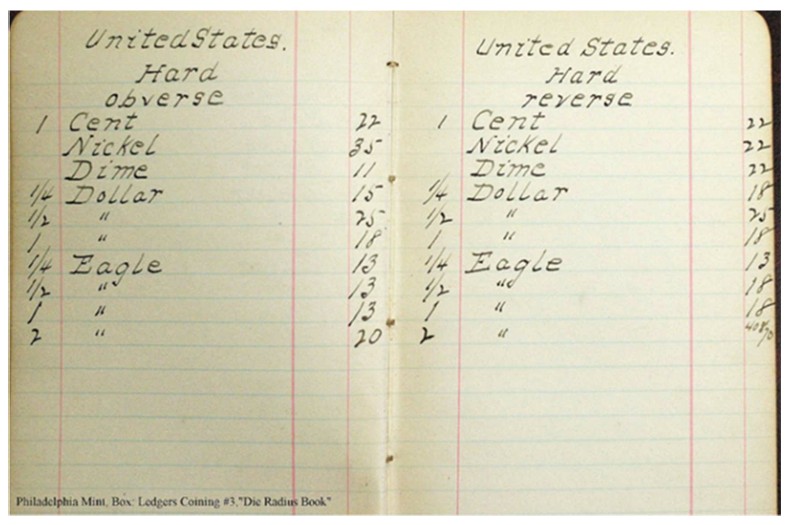
The measurement of the die face is expressed as the RADIUS of the sphere underlying the shape. The following image, a testament to the importance of die radius in Coinability, is from a "Die Radius Book" copied from Mint Archives dated 1904 by Roger Burdette. [16]
IMPORTANCE OF THE DIE CROWN
A brief survey of the attention given to the Die Crown confirms its importance.
As may be seen from the above image, in 1904 the mint was applying a radius to coinage dies that varied between denominations and, in some cases, between the Obverse and Reverse by almost a factor of 2.
The most likely reason for the variations in the Radii is that the mint was attempting to adapt the die curvature to the disposition and relief of the design and to optimize the Coinability for each specific design. A steeper crown will be required to accommodate a higher relief to facilitate metal flow and provide wear protection during circulation.
Crown Height and Design Relief Height are destined to be inseparable companions!
With The Coin Modernization, Oversight, and Continuity Act of 2010, [17] which emphasized reducing costs to produce coins, focus on Crown Height intensified:
- 2014: During the establishment of a baseline in studies of alternative coinage metals, the fact that the mint selected three different crown heights (full or standard, half, and flat) for these trials attests to their critical role in Coinability. [18]
- 2018: The Mint experimented with matching die curvatures and planchet profiles. [19]
- 2022: The Mint experimented with changing die curvature from spherical to exponential to extend die life. [20] If successful, plans were to implement exponential die curvatures beginning with the nickel in 2024 and adding other denominations as appropriate.
CROWN HIGHTS DIFFER BETWEEN DENVER AND PHILADELPHIA
The foregoing is critical context for understanding the significance of this report from 2012:
"All coin designs are modeled and digitized or produced digitally. Master dies are prepared on digitally controlled milling machines at the Philadelphia facility. Master dies are distributed to the Denver facility, which produces its own working hubs and dies. Despite using the same masters, the crown heights of dies and design heights of relief produced at the two facilities differ, which has a measurable effect on coin fill." [21]
LOWER CROWN/RELIEF HEIGHT MEANS MORE ERRORS/VARIETIES
Since the differences in the crown heights of dies and design heights of relief have a measurable effect on coin fill, there is a distinct probability that such a difference also influences the occurrences of the errors/varieties in the above-mentioned Frequency Survey.
While the report does not state which Mint has dies with higher crowns, lessons learned in 1836 (Page 2), visual strike comparisons, and skewed distributions suggest that the Denver Mint's dies have a higher crown/relief whereas the Philadelphia Mint's dies have a lower (flatter) crown and lower relief.
EFFECTS OF A LOWER CROWN/RELIEF HEIGHT
A flatter crown leaves more surface exposure to feeder mechanism die damage and die clashes.
A flatter crown engages the planchet more thoroughly across its entire surface during striking, creating a sudden, uniform compressive shock rather than a progressive center-to-rim loading. That abrupt, near full-face pressure event is more likely to initiate cracks and chips than the staged, graduated loading a more convex die face produces.
During hubbing, a working hub with shallower face curvature has lower geometric resistance to misalignment, thus increasing the probable frequency of hub doubling.
CONCLUSION
Improper die annealing and preparation, variability of striking pressure, and wear and malfunctioning of press and hubbing mechanisms can be factors in the production of most of the errors/varieties covered in the Frequency Survey.
HOWEVER, flatter CROWNS and lower DESIGN RELIEF HEIGHTS, emerge as more significant contributing factors in the production of these errors/varieties in greater frequency at the Philadelphia Mint.
CITATIONS
- Feeder Mechanism Die Damage Census maintained by Pete Apple
- https://www.maddieclashes.com
- https://doubleddie.com/228401.html
- https://cuds-on-coins.com/
- Audit Report, OIG-20-042, MANUFACTURING AND REVENUE, August 18, 2020, Office of Inspector General, Department of the Treasury.
- THE MODERN MINTING PROCESS AND U.S. MINTING ERRORS AND VARIETIES, By James Wiles, (ANA correspondence course), 1996, Page 6; 2012 Biennial Report to the Congress on the Current Status of Coin Production Costs and Analysis of Alternative Content, United States Mint, Department of the Treasury, December 2012, Page 292.
- For example, the Mint utilizes a Press Die Vision System (PDVS), which is integrated with the coin press so that no striking can occur until the system inspects and approves the installed dies. The system uses technology such as computer-controlled servo motors, infrared lights, special mirrors, and a camera to inspect the installed dies in the press. If the dies are not an appropriate pair, striking is interlocked and prevents the striking of mule coins. The United States Mint, 2013 Annual Report, Page 9.
- 2012 Biennial Report to the Congress on the Current Status of Coin Production Costs and Analysis of Alternative Content, United States Mint, Department of the Treasury, December 2012, Pages 140-141.
- Technical Report, FINAL, August 11, 2014, as a part of the 2014 Biennial Report to the Congress as required by The Coin Modernization, Oversight, and Continuity Act of 2010 (Public Law 111-302), United States Mint, Department of the Treasury, December 2014, Pages 107-108.
- "A piece out defect occurs when a small piece of the die breaks off (typically due to a local fatigue failure) and alters the local shape of the struck image." Footnote 140, Page 305, 2012 Biennial Report, op. cit.
- Technical Report 2014, Page 109.
- From a 2005 Letter from the Mint to Ken Potter; QUALITY CONTROL AT THE US MINT ►AN OVERVIEW BY PETE APPLE https://www.coincommunity.com
- Alternative Metals Study, Phase II, Coin Industry Stakeholder Feedback, 2014 Biennial Report to the Congress United States Mint, Department of the Treasury, FINAL, September 1, 2014 Page 107.
- US Mint, NARA-CP, op. cit., Entry 1A 3281. Letter dated February 13,1909 to Brenner from Barber, Renaissance of American Coinage 1909 - 1915 by Roger W. Burdette, Seneca Mill Press, 2007, page 37.
- For a more detailed discussion of die curvature, see "A REVIEW OF DIE CURVATURE AT THE US MINT" By Pete Apple https://www.coincommunity.com
- Philadelphia Mint Box, Ledgers Coining #3, "Die Radius Book", Email from Roger Burdette 4/26/2023.
- PUBLIC LAW 111-302-DEC. 14, 2010, COIN MODERNIZATION, OVERSIGHT, AND CONTINUITY ACT OF 2010, PUBLIC LAW 111-302-DEC. 14, 2010, 111th Congress https://www.congress.gov
- Technical Report, 2014, Page 109.
- 2018 Biennial Report to the Congress as required by The Coin Modernization, Oversight, and Continuity Act of 2010 (Public Law 111-302), United States Mint, Department of the Treasury, April 2019, Page 7.
- 2022 Biennial Report to the Congress as required by The Coin Modernization, Oversight, and Continuity Act of 2010 (Public Law 111-302) United States Mint, Department of the Treasury, 2022, Page 13.
- ALTERNATIVE METALS STUDY, Contract Number: TM-HQ-11-C-0049, FINAL REPORT, August 31, 2012, Submitted to: United States Mint, 2012, Page 301.

|
|
|
|
|
|
Copyright Ⓒ 2026 minterrornews.com. All rights reserved. Legal notice.
|
|
|
|